III. Performance Advantage 2: S-Curve Motion Profile — Eliminating Spill Liabilities at Speed
1. Why Spills Are a Legal Exposure, Not Just an Operational Nuisance
Every operator who has evaluated automated delivery at scale reaches the same inflection point: the system moves fast, but does it move safely with hot liquids? In domestic US operations, this question carries a dimension that goes beyond food presentation. A spilled bowl of ramen broth — on a guest, on a server, or on a shared walking surface — is not a service error. Under US tort standards, it is a potential personal injury liability event: slip-and-fall risk on wet surfaces, liquid burn claims from scalded guests, and OSHA exposure for staff in the service zone.
Legacy food delivery robots — and the sushi conveyor belt systems they were designed to replace — use a trapezoidal velocity profile: maximum acceleration to operating speed, followed by a hard deceleration to stop. This motion profile is mechanically efficient for dry cargo. Applied to liquids in open containers, it generates a predictable inertial force spike at both acceleration and braking events. The physics are not ambiguous: liquid displacement is proportional to jerk (rate of change of acceleration), and trapezoidal profiles produce maximum jerk at precisely the moments a guest is most likely to be reaching for their order.

▲ S-curve Motion Profile (Hong Chiang) vs. trapezoidal velocity curve (legacy systems): jerk elimination at acceleration and braking events removes the physics condition that produces spill incidents.
2. S-Curve Motion Profile: Industrial Motion Control Applied to Food Service
Hong Chiang's solution is the application of S-curve Motion Profile control — the standard velocity management protocol in precision industrial automation, CNC machining, and high-speed rail — to the restaurant delivery context. The S-curve profile decomposes the acceleration and deceleration phases into multiple progressive segments, producing a smooth, continuous velocity transition with near-zero jerk throughout.
The experiential analogy is accurate: a well-engineered Shinkansen or Maglev train accelerates through equivalent speed differentials without producing any perceptible inertial force on passengers or their beverages. Hong Chiang applies identical motion control principles at the restaurant track scale. The verified outcome: full transit cycles at 1.3 m/s with zero liquid displacement events across controlled testing and across more than 3,000 active commercial deployments.
The most demanding proof point in Hong Chiang's deployment portfolio is a US bar venue where the system delivers tall-stemware cocktails — a category where even sub-millimeter vibration is operationally disqualifying. Hong Chiang is the only vendor in the restaurant automation category to have completed a verified, sustained deployment in that environment. The outcome validates both the S-curve motion engineering and the structural integrity of the hardware under the vibration sensitivity thresholds of fine glassware service.

▲ Verified deployment: Hong Chiang track delivery robots transporting tall-stemware cocktails in a US bar venue — the most demanding liquid service proof point in the restaurant automation category.
💡 Liability Quantification: What a Spill Actually Costs a US Operator
Direct costs: Dish remake (food cost), track cleaning (labor time), service interruption during cleanup.
Indirect costs: Guest dissatisfaction, table abandonment before second-order cycle, food safety risk from cross-contamination of adjacent dishes.
Legal exposure: Slip-and-fall premises liability claims, liquid burn personal injury claims — both categories carry average US settlement figures in the $15,000–$75,000 range before legal fees. A single incident can exceed the annual operating cost of the entire robot fleet.
The S-curve Motion Profile is not a comfort feature. It is a risk management specification.
IV. Performance Advantage 3: Zero-Protrusion Track Compliance — Maximizing Seat Utilization
Every square foot of your dining floor plan must generate revenue. In urban markets — New York, Los Angeles, Chicago, London, Tokyo — per-square-foot occupancy costs have reached levels where the difference between 28 and 32 covers in a given floor plan is the difference between a viable and an unviable unit economics model. An automation solution that requires operators to widen service aisles, relocate tables, or sacrifice guest seating in order to accommodate bulky equipment chassis and outward-swinging mechanical components is not an efficiency gain. It is a trade.
1. Zero-Protrusion Track Compliance: Geometry as a Competitive Moat
Hong Chiang's engineering team established a non-negotiable design constraint during development: the robot chassis must never exceed the track boundary at any point during transit. This constraint applies on linear sections, through curves, and — critically — through corner transitions where centrifugal geometry would cause most chassis designs to overhang.
The practical implication for floor plan design is significant. Required safety clearance between the track perimeter and adjacent seating or fixtures can be reduced to an absolute minimum. Tables can be positioned closer to the track than any competing system allows, without introducing collision risk between the moving robot and stationary guests, glassware, or furniture. In a compact urban format — the high-rent environment where automation ROI is most critical — this geometry advantage can recover two to four covers per installation without altering the physical footprint.

▲ Zero-Protrusion Track Compliance: robot chassis and lid mechanism remain within the track boundary through all transit conditions — straight sections, curves, and corners. No clearance buffer sacrificed to equipment geometry.
2. Patented Inward-Folding Enclosure: Eliminating the Hidden Collision Vector
Standard food delivery robots use outward-rotating or pop-up lid mechanisms that extend beyond the vehicle chassis when open. This creates a predictable collision vector: a guest reaching for their order, a server passing in the adjacent aisle, a neighboring glass or condiment vessel — any of these objects can be contacted by a lid mechanism that has no awareness of its environment during the open cycle.
Hong Chiang's Patented Inward-Folding Enclosure eliminates this vector entirely. The full open-and-close mechanical travel of the lid remains within the robot's chassis boundary at all times — whether the unit is stationary for order pickup or moving through the fleet at transit speed. The robot's maximum external dimensions are constant and predictable under all operating states.
There is a secondary engineering implication worth noting for US operators evaluating site-specific installations: competing outward-opening lid systems cannot be track-mounted flush against a wall or fixed structure, because the lid arc requires clearance on the open side. This effectively imposes a minimum aisle width requirement on both sides of any competing track installation. Hong Chiang's inward-folding design has no such constraint — the track can be installed against a wall, booth partition, or structural column on either side without sacrificing lid function or creating a service hazard.
🏠 Seat Utilization Math: The Revenue Value of Recovered Covers
At a US casual dining average check of $35–$55 per cover and a table turning 2.5× per service, each additional two-top (two seats) recovered from aisle optimization generates approximately $175–$275 in incremental revenue per service period.
Across a 250-day operating year with two service periods daily, two recovered covers contribute $87,500–$137,500 in annualized top-line revenue — from zero additional square footage.
(Figures are illustrative; actual results depend on format, check average, and turnover rate.)
V. Performance Advantage 4: Industrial-Grade Reliability and Global Support Infrastructure
1. Component Specification: Consumer-Grade Failure in an Industrial Operating Environment
Restaurant equipment operates in one of the most mechanically and thermally hostile environments of any commercial application: sustained high-humidity exposure from kitchen steam, repeated thermal cycling across daily service periods, grease and particulate accumulation on mechanical components, and continuous operation across two peak-volume windows with minimal maintenance intervals. The failure modes we observe most frequently in competing food delivery robot deployments trace directly to a single root cause: consumer-grade component specification applied to an industrial-grade duty cycle.
Motor overheating under sustained load, control board failures triggered by humidity ingress, and encoder drift from thermal expansion — these are not random failures. They are predictable outcomes of specifying components rated for intermittent consumer use in an environment that demands continuous industrial performance. Hong Chiang's track delivery robots are specified from the component level up for 24/7 commercial duty, with thermal management, ingress protection, and mechanical tolerances calibrated for the restaurant operating environment — not the product testing lab.

▲ Industrial-grade component specification: Hong Chiang track delivery robots are rated for continuous commercial duty — not intermittent consumer cycles — across sustained high-humidity, high-thermal restaurant environments.
2. Predictive Maintenance Infrastructure: Eliminating Unplanned Downtime
Hardware reliability is a prerequisite; predictive failure avoidance is the operational standard Hong Chiang delivers. The system's real-time component lifecycle monitoring tracks cumulative travel distance, thermal exposure, and mechanical cycle count for every unit in the deployed fleet. When any component approaches its actuarial replacement threshold, the system generates a proactive maintenance alert — before a failure event occurs.
For software-layer anomalies, Hong Chiang's cloud-connected remote diagnostics platform enables the Taiwan-based engineering team to identify, diagnose, and push resolution protocols to deployed units within minutes of anomaly detection — without requiring an on-site technician visit. For US and European operators, this means the effective support response time for most incidents is measured in minutes, not business days. When on-site hardware intervention is required, Hong Chiang's regional service partner network maintains pre-positioned parts inventory scaled to actuarial demand data — not guesswork — across major markets in North America, Europe, and Asia-Pacific.
Client-facing incident reporting is integrated into the operator control panel: a single-action alert triggers immediate task dispatch to the regional service team with simultaneous mobile notification — establishing a documented SLA clock from the moment of reporting.
3. MIT Supply Chain: What "Engineered in Taiwan" Means for Global Operators
In the restaurant equipment category, country of origin is a proxy for supply chain predictability and support infrastructure depth. "Engineered in Taiwan" in Hong Chiang's case represents: a fully integrated domestic manufacturing and component supply chain with documented lead times, complete technical documentation maintained in English for all major markets, and a factory engineering team that can respond to customization requests — non-standard track configurations, brand-specific exterior finishes, POS integration specifications — without routing through a distributor intermediary.
For multi-unit chain operators and franchise systems evaluating equipment standardization across geographies, supply chain predictability is a first-order selection criterion. A vendor whose component sourcing is opaque, whose technical documentation exists only in a single language, or whose customization lead times are measured in months rather than weeks introduces procurement risk that compounds at scale. Hong Chiang's MIT supply chain has been stress-tested across global logistics disruptions that affected competing vendors — and maintained documented delivery performance throughout.
VI. 2026 Specification Benchmark: Hong Chiang vs. Legacy Systems
The following benchmark table reflects verified specifications where competing data is publicly available, and documented operator feedback where it is not. Every metric maps to an operational outcome — not a product catalog claim.

▲ Hong Chiang track delivery robot (C-Series, open-top configuration) vs. typical competing unit — chassis profile, dimensional compliance, and Zero-Protrusion Track Compliance comparison.
| Specification | Hong Chiang Technology (MIT) Recommended | Legacy / Competing Systems | Operational Impact |
|---|
| Certified Top Speed | 1.3 m/s (4.3 ft/s) — publicly verified | 0.6 m/s or lower — most vendors do not disclose | 2× throughput capacity per service hour |
| Fleet Following Distance | <5 cm / ~2 inches (dynamic sync) | 100+ cm (hard safety buffer) | 20× fleet density on equivalent track — direct throughput multiplier |
| Motion Profile / Spill Control | S-curve (zero liquid displacement — verified) | Trapezoidal (high spill-event frequency) | Eliminates liquid burn liability exposure and food remake cost |
| Chassis Boundary Compliance | Zero-Protrusion Track Compliance — all conditions | Overhang common on corners; no formal compliance standard | Maximizes seat utilization; no aisle widening required |
| Lid Mechanism | Patented Inward-Folding Enclosure (stays within chassis) | Outward-rotating — requires clearance buffer on open side | Eliminates guest/staff collision vector; enables wall-flush track installation |
| Multi-Dispatch Support | AI path optimization — fully supported | Most systems limited to single kitchen dispatch point | Supports complex multi-kitchen and multi-zone floor plan configurations |
| Obstacle Response | TOF-triggered progressive deceleration | Hard stop or collision — no graduated response | Fleet momentum preserved; eliminates collision cascade risk |
| Unit Failure Impact | Sub-60-second unit swap; fleet continues uninterrupted | Central system failure takes entire line offline | Fault tolerance is categorical — not incremental |
| Remote Support | Cloud-connected real-time diagnostics; global SLA | Dependent on regional distributor; variable response time | Critical for multi-unit chain standardization and overnight incident response |
| Overall Assessment | ⭐⭐⭐⭐⭐ | ⭐⭐ | — |
▲ 2026 Track Delivery Robot Specification Benchmark (Source: Hong Chiang Technology internal testing, multi-market client deployment data, and publicly available competitor disclosures)
🔍 Selecting the Right Specification Priority for Your Operation
Peak-hour throughput is your primary constraint: Fleet density (following distance) and transit speed are the composite variable — Hong Chiang's combination produces 20× the throughput ceiling of legacy systems on equivalent infrastructure.
Your menu includes hot liquids, broths, or stemware service: S-curve Motion Profile compliance is a non-negotiable specification threshold — not a preference. Liability exposure from competing systems is quantifiable and significant.
You are evaluating multi-unit deployment or international expansion: Supply chain predictability (MIT), cloud-connected remote diagnostics, and the AI pre-deployment simulation engine are the differentiating capabilities at scale.
VII. Financial Model: CapEx vs. OpEx — The 8–12 Month Payback Case
1. Reclassifying the Investment: From Operating Expense to Capital Asset
The most common error in evaluating restaurant automation is categorizing the equipment purchase as an operating expense — which makes the comparison a cost-vs-cost calculation that automation rarely wins cleanly. The correct financial frame is a CapEx-to-OpEx conversion: you are eliminating a permanent, inflating operating cost stream (food runners) by deploying a depreciable capital asset with a finite, modeled payback period and favorable tax treatment in most jurisdictions.
food runners — wages, payroll taxes, workers' compensation premiums, benefits contributions, and attrition replacement cost — is an Operating Expense (OpEx) with no ceiling and no depreciation benefit. It compounds with every minimum wage adjustment cycle. Hong Chiang's track delivery robot system is a Capital Expenditure (CapEx): subject to accelerated depreciation schedules, Section 179 deduction eligibility in US tax filings, and potentially eligible for equipment financing at rates that further improve net present value.
The five-year cost trajectory diverges materially. Assuming a conservative 4% annual labor cost escalation — consistent with US Bureau of Labor Statistics restaurant sector wage trends — the human delivery labor budget for the same headcount grows by approximately 22% over five years. A fully depreciated track delivery robot system in year three operates at near-zero marginal cost. The compounding gap is structural, not cyclical.
| Financial Dimension | Human Delivery Labor | Hong Chiang Track Delivery Robot | Net Difference |
|---|
| Cost Classification | OpEx — permanent, non-depreciable | CapEx — depreciable, Section 179 eligible (US) | Tax treatment advantage in Year 1 |
| Monthly Cost Trajectory | Wages + payroll tax + benefits + attrition cost (escalating annually) | Near zero post-depreciation | Structural OpEx elimination |
| Service Consistency | Variable — dependent on staffing, attendance, and performance | Deterministic — 24/7, no variance | Eliminates service quality floor risk |
| Peak-Hour Capacity | Hard ceiling at available headcount | Fleet throughput is constant regardless of demand variance | Throughput ceiling removed |
| Attrition Cost | $2,300–$2,700 per departing FOH employee (direct replacement cost) | Zero — no turnover, recruiting, or onboarding costs | Eliminates recurring hiring training costs |
| CapEx Recovery Timeline | N/A — ongoing liability | 8–12 months (operator-validated) | Every operating day post-payback is pure margin contribution |
▲ OpEx vs. CapEx comparison: human delivery labor vs. Hong Chiang track delivery robot — five-year financial trajectory
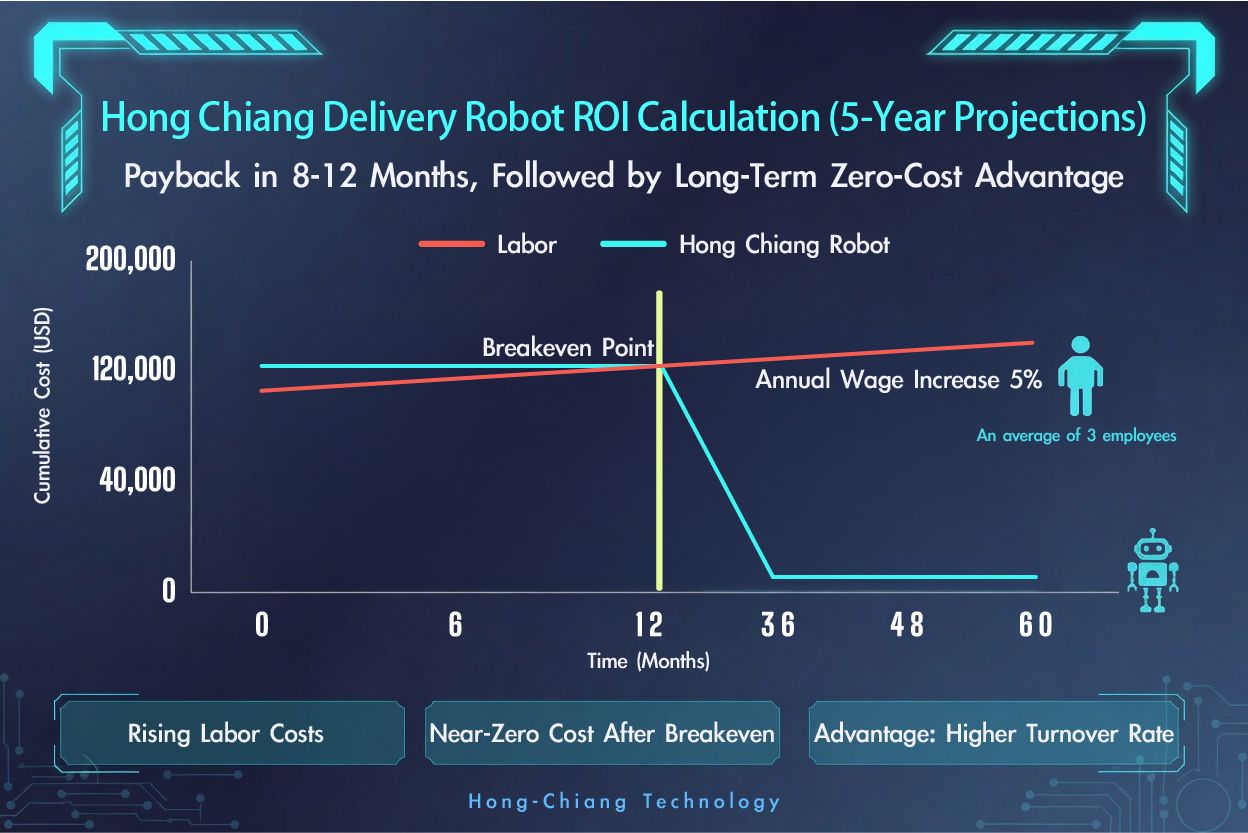
▲ CapEx payback model: human labor OpEx trajectory vs. Hong Chiang track delivery robot depreciation curve — the crossover point defines the payback event.
💰 ROI Calculation Framework: Complete Variable Set
Formula: Total CapEx ÷ Monthly OpEx Elimination = Payback Period (months)
OpEx components to include in the denominator:
— Gross delivery labor wages (all FTE and part-time)
— Employer payroll tax contribution (FICA, FUTA, SUTA — typically 7–12% of gross wages in the US)
— Workers' compensation premium allocation
— Benefits contributions (health, PTO accrual)
— Annualized attrition replacement cost (US average: $2,300–$2,700 per departing FOH employee ÷ 12)
— Revenue opportunity cost from service gaps during staffing shortfalls
Additional revenue accelerators (not included in base formula): incremental seat utilization from recovered covers, reduced food shrinkage from eliminating passive belt circulation, table turnover improvement from faster delivery throughput.
Contact a Hong Chiang solutions consultant for a facility-specific financial model built on your actual labor cost structure and floor plan parameters.
A documented deployment case involves a multi-unit yakiniku chain that implemented Hong Chiang’s customized E-type and I-type track system across 38 seats. The installation eliminated previous peak-hour bottlenecks that had required dedicated food runners on every service shift. Post-deployment POS data and labor tracking showed a 60% reduction in dish transit time, a 28% improvement in table turnover rate, and annualized labor savings of approximately NT$180,000 — achieving a payback period of 8 months. Operations management noted that front-of-house staff were successfully reallocated from food running to higher-value tableside roles (grill management, guest interaction, and condiment service) within the first week, resulting in measurable improvement in staff retention due to the enhanced job responsibilities.





